 "PartyPooper2012" (PartyPooper2012)
"PartyPooper2012" (PartyPooper2012)
07/13/2020 at 05:35 • Filed to: None
 0
0
 37
37|
"PartyPooper2012" (PartyPooper2012)
07/13/2020 at 05:35 • Filed to: None | 0
| 37 |
Hey Oppo,
Learn me some skill. Pulled out my Hobart Mig 3D Printer. Using Fluxed core wire. Trying to weld 16 gauge steel. Clean steel. Using settings of 30ish on the wire feed and tried 2-4 on the power settings.
I don’t know what that translates to in actual voltage, amperage... it’s a setting on Hobart.
I see whole lotta splattering. Shit all over, but barely any penetration.
Eventually, I slowed down (I was going the speed of caulk gun applying caulk) Was able to tack my pieces with some healthy looking blobs of metal.
Every video I watched on youtube makes it seem like they are going about the speed of caulk gun, but is that true? Is it much slower?
I was also having occasional nozzle touch the metal and stick briefly. Is that a thing? Why is it made of metal? Why not make it something non conductive?

before you ask, I think I followed instructions for polarity to accommodate the fluxed core. No shielding gas atm.
 kanadanmajava1
> PartyPooper2012
kanadanmajava1
> PartyPooper2012
07/13/2020 at 06:10 |
|
Sounds weird. All MIGs that I have used did have a metal shielding nozzle but it has been isolated from the wire. Big pieces of splatter can of course connect the shielding nozzle to the wire nozzle but your machine looks fairly new so I doubt that this would have happened.
 Sovande
> PartyPooper2012
Sovande
> PartyPooper2012
07/13/2020 at 06:19 |
|
Welding thing gauge sheet metal with Flux core is difficult, in my experience. You also need to clean the metal very well. With shielding gas it will be far easier.
I have the same welder and when it’s set up right it’s great, but flu x core and thin gauge will always be tough.
|
PartyPooper2012
> kanadanmajava1
07/13/2020 at 06:40 |
|
No, I mean the outer portion of the nozzle touched the work material. That was sticking a bit.
|
Sovande
> PartyPooper2012
07/13/2020 at 06:43 |
|
 SilentButNotReallyDeadly...killed by G/O Media
> PartyPooper2012
SilentButNotReallyDeadly...killed by G/O Media
> PartyPooper2012
07/13/2020 at 06:51 |
|
The sheild (nozzle) sticking can happen if the welding spatter bridges the gap between it and the tip...and that can be controlled with what I colloquially know as MIG dip.
I’m guessing that your wire speed might be a bit slow...so it’s melting too early and you are loosing the deoxygenated curtain around the weld. I’m not much of a welder but I'm a little further down that road than where you are...but not far enough to help you run that particular welder.
|
PartyPooper2012
> SilentButNotReallyDeadly...killed by G/O Media
07/13/2020 at 07:02 |
|
Yeah. I just need more excuses to run it. Kinda hard to get off my fat rear end and go run beads for no reason. Plus running beads doesn’t really tell me if I would be sticking two pieces or not... I will tho. I am looking into shielding gas. Gonna go talk to folks in the know and get a small bottle to start with. I don’t really know how much gas one goes through per foot of bead so not sure what i need honestly.
I’ll try shielded gas. In theory, it should help according to interscreens.
|
PartyPooper2012
> Sovande
07/13/2020 at 07:10 |
|
Can I ask... why or what types of difficulties were you encountering with fluxed core and thin metal? Were you burning through? Warping? Splattering like me?
This thing I was welding.. .I didn’t care if I burned through or warped it. That wasn’t the concern. Concern was that I wanted to attach pieces and it was just garbage welds. Splattering, bubbling, but not a pretty bead. I get that you cannot have a pretty bead out of the box... But I should at least have some blobs to hold two pieces together.
|
Sovande
> PartyPooper2012
07/13/2020 at 07:25 |
|
I tried to weld 18 gauge patch panels in the bed of a pickup. Same situation as you - didn’t care how it looked, just wanted the metal to stick together. It burned through, spattered and generally made a mess. Mostly I had issues with burning through. Not enough heat and it was just spatter, more heat and it would burn through. I read that it would be difficult, but I didn’t realize how frustrating it would be. This was after having owned the welder for a few years and knowing (generally speaking) how to weld. I got a bottle of gas from the local supply shop and did the remainder of the repairs with no problem.
If you grab some scrap metal that is thicker and prep it well I think you will find the welder works fine with flux.
|
PartyPooper2012
> Sovande
07/13/2020 at 07:37 |
|
Fl ux ed core came with the unit. This welder has been kicking around garage for a few years. Only this and last year I finally got it out to weld something. I’ve always wanted to know how to weld... now... it’s personal.
Thanks for the tip tho. I will definitely try with gas and regular wire. worst case scenario is i fail and my test piece has some splatter on it. I’ll be back here to dig for more info
|
Sovande
> PartyPooper2012
07/13/2020 at 07:40 |
|
An 125 cf tank will last a long time. Like 8 hours of pulling the trigger. Considering you will be pulling the trigger for about 10 seconds at a time it will take a while before it’s empty. The last tank I bought has lasted a year so far and is not half way empty.
|
Sovande
> PartyPooper2012
07/13/2020 at 07:42 |
|
You will be amazed how much better the weld quality is with gas.
 Rusty Vandura - www.tinyurl.com/keepoppo
> Sovande
Rusty Vandura - www.tinyurl.com/keepoppo
> Sovande
07/13/2020 at 07:50 |
|
How much would you pay for something like that?
|
Sovande
> Rusty Vandura - www.tinyurl.com/keepoppo
07/13/2020 at 07:53 |
|
I think it was like $200 for a filled tank? I can’t remember exactly. I think a refill is under $50.
EDIT: I bought the tank as I don’t use enough to make renting worth it.
 Snuze: Needs another Swede
> PartyPooper2012
Snuze: Needs another Swede
> PartyPooper2012
07/13/2020 at 09:05 |
|
I am not an expert, I’m self taught, but I’ll offer what I can. Seems like you’ve already got a lot of good advice though.
One, gas welding is always cleaner than flux core. Imaigne, if you will, as it heats, the flux vaporizes and forms a bubble, and it has to makes it way out of the molten metal somehow - it’s kind of like the carbonation in a shaken up can of soda. It’s going to make *some* splatter no matter what - proper settings and technique will minimize this, but it won’t be perfect. Gas welding is much cleaner.

I can’t see your torch in your picture, but do you have the outer shield on (part 1 in the picture) ? I believe with most welding setups you can take that off as it doesn’t do anything besides direct the gas flow. That will allow you to get the electrode tip closer to your work, which should make it easier.
Caulk gun speed is too fast, unless you’re running a lot of heat and wire, which is going to be tough with thinner sheet metal. Slow down. And do push-pull passes, or crescent shapes.
|
Thisismydisplayname
> PartyPooper2012
07/13/2020 at 09:35 |
|
I’ve been there too, once you pony up for the gas and ditch the flux core, welding with a mig is much nicer. I won’t touch flux core anymore. Never could get it to work out.
|
PartyPooper2012
> Sovande
07/13/2020 at 09:37 |
|
Actually, I prefer learning from self taught folks compared to professional teachers. Teachers throw jargon around and I have no idea what that means. I appreciate your input.
I have #1 tip on. That’s whats touching my work material and is sticking sometimes. It’s a good idea taking it off when using fluxed core. But I want to get a bottle and try running it again. My work piece can use a bit of good bead.
I also still need to weld on legs to this thing.
Which makes me think...
let’s say I am welding a thicker material legs to a thinner material... Which setting would you use? For thinner material or for thicker?
For instance, if I were welding on 1 inch thick material legs to 16 gauge material piece... would you use welder settings for 16 gauge because otherwise you’d burn through?
|
PartyPooper2012
> Thisismydisplayname
07/13/2020 at 09:40 |
|
Do big box hardware stores sell shield gas? Or do I need to go see a pro shop?
|
Sovande
> PartyPooper2012
07/13/2020 at 09:47 |
|
You would have to use a setting that would not burn through the thinner material. I think the limit for that welder is 1/4". I would weld up a frame for and bolt the box on it on, maybe?
For flux core you need about 3/4"of wire stick out. I have always had the tip on the gun, no matter what I am using. If your tip is sticking you are way too close. I would get a piece of thicker stock and practice. That will help you get your hand position correct and comfortable. Another thing I would do is get a grinder with a flap disk to clean the metal as well as you can. That will make a big difference as well.
|
Rusty Vandura - www.tinyurl.com/keepoppo
> Sovande
07/13/2020 at 10:03 |
|
Right. I was going to ask that.
I have a little wire welder, 110V, that I had a guy check it out and he says it works fine. It has the place for a gas bottle, but no bottle. From your remarks here, and since I am an (almost) absolute beginner, it sounds like investing in the gas bottle will make sense in order to get greatly improved results. Does that sound about right?
 sn4cktimes
> PartyPooper2012
sn4cktimes
> PartyPooper2012
07/13/2020 at 10:18 |
|
Generally a welding shop will be the place to get shielding gas. For general steel get “ C25”. It’s a mix of CO2 and argon. You could get straight Argon (my preference) but it costs more. And get MIG wire. Ditch that flux core wire.
Flux core is better for laying THICK welds on heavier steel while still using gas. Think structural welders working to create columns and beams for a building. Garbage for thin gauge metal. Can it be done; yes. Should it be done; no. Hobby level welders often include flux wire so they can advertise the welder as not needing gas, or as “ready to go”.
|
kanadanmajava1
> PartyPooper2012
07/13/2020 at 10:20 |
|
A w eird and annoying solution.
|
Sovande
> Rusty Vandura - www.tinyurl.com/keepoppo
07/13/2020 at 10:26 |
|
Yes. With the welder I have (a Hobart Handler 140) using gas makes a huge difference. Less spatter, more consistent noise (which is a big indicator of how well things are working), cleaner welds, etc. Flux is certainly a good option for some applications. For instance, i t works well in outside and in a breeze where MIG won’t work as well.
The other thing that helped a great deal was a good helmet. Actually being able to see the wire hitting the puddle makes a huge difference. I bought a ESAB Sentinel which was $300, but it really changed the way I can weld.
Kind of like painting, a lot of the success for the final product will be in the prep so a good grinder, saw and all that crap is important too.
|
PartyPooper2012
> sn4cktimes
07/13/2020 at 10:37 |
|
Sad... fluxed core has been part of this welder for several years... collecting dust
|
PartyPooper2012
> Sovande
07/13/2020 at 10:39 |
|
got the flap disk...
Need to hit the bottle now... Maybe even tonight
|
Sovande
> PartyPooper2012
07/13/2020 at 10:51 |
|
Just make sure you reverse the polarity when you add gas!
|
PartyPooper2012
> Sovande
07/13/2020 at 11:08 |
|
yep. Thanks for all your input
|
Rusty Vandura - www.tinyurl.com/keepoppo
> Sovande
07/13/2020 at 11:17 |
|
Good prep and good tools. Folks talk about $30 welding helmets from Harbor Fright, but I am skeptical.
 XJDano
> PartyPooper2012
XJDano
> PartyPooper2012
07/13/2020 at 11:27 |
|
Do yourself a favor and get a bottle of argon/Co2 it makes welding easier, just don’t forget to turn the bottle on/& off when you’re done. The sparingly that I use mine I think it’ll leak when I leave the valve cracked.

|
Sovande
> Rusty Vandura - www.tinyurl.com/keepoppo
07/13/2020 at 11:52 |
|
The helmet I used for 4 or 5 years was about $45 from Northern Tool. It was heavy and clunky and hard to adjust. It had an auto darkening lens which worked well, but you couldn’t see much detail. It was fine and the battery life was amazing. The new helmet is just better in every regard. And the lens isn’t colored or tinted it just looks clear. It’s pretty amazing, really. It loves batteries.
|
PartyPooper2012
> XJDano
07/13/2020 at 12:12 |
|
my wife could look at that picture and say - what is that rusty piece of crap? and I look at it and say.. wow... pretty welds.. I like!
|
Rusty Vandura - www.tinyurl.com/keepoppo
> Sovande
07/13/2020 at 13:49 |
|
If I were going to fire up my welder and try to make something, I would invest in a good helmet because I would want to be as expert as I could be, straight out of the gate.
|
XJDano
> PartyPooper2012
07/13/2020 at 13:50 |
|
And that’s just kind of half assing it. I’m not that great of a welder... I just have a welder... the story on that tool is that the string from the aerator broke and it was old enough that the string keeper was made to not come off so I cut it off and was starting it with a drill and a socket. I made this as an electric start. Used a socket and some rebar I ground into a triangle to fit the drill chuck

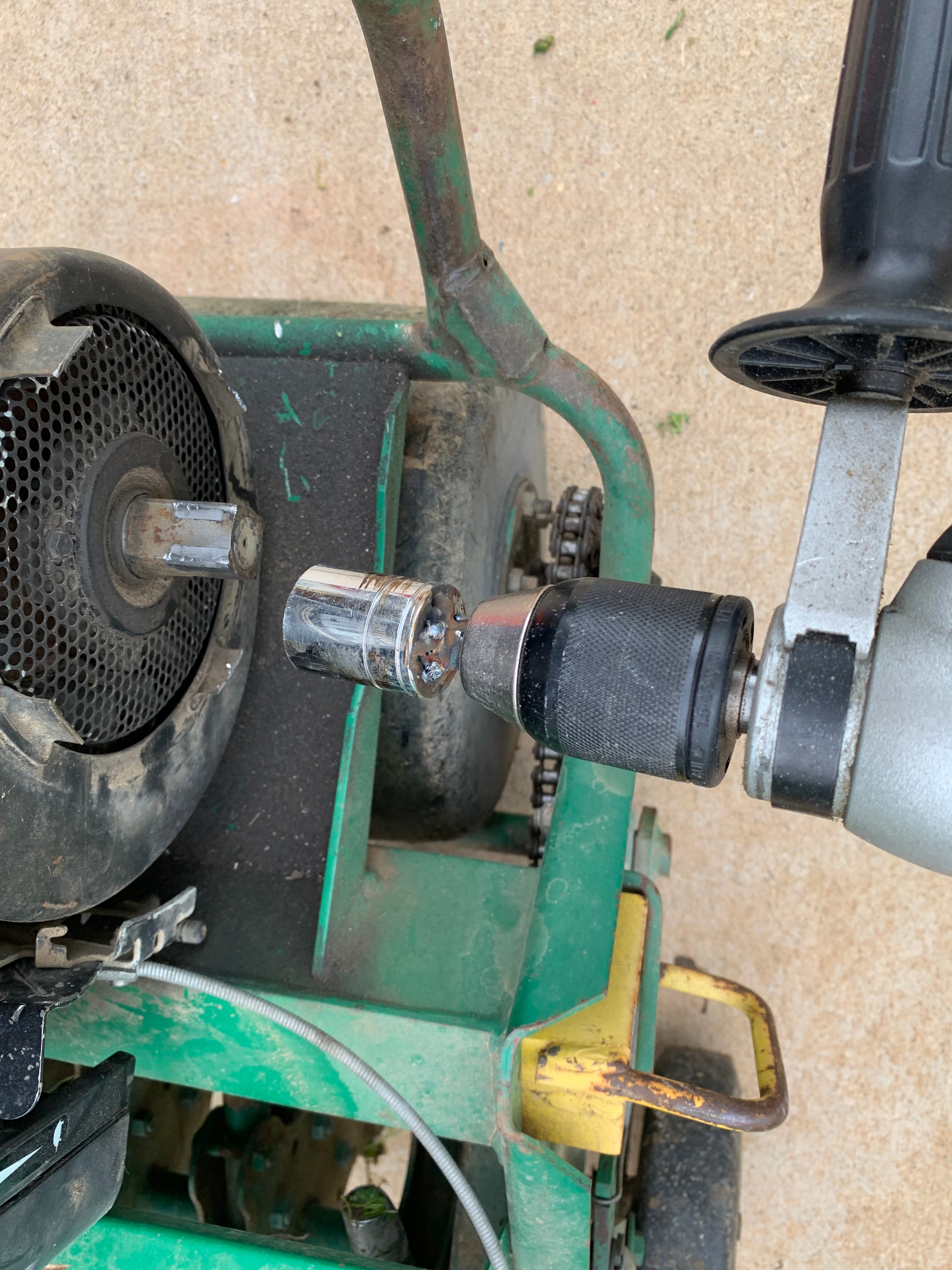

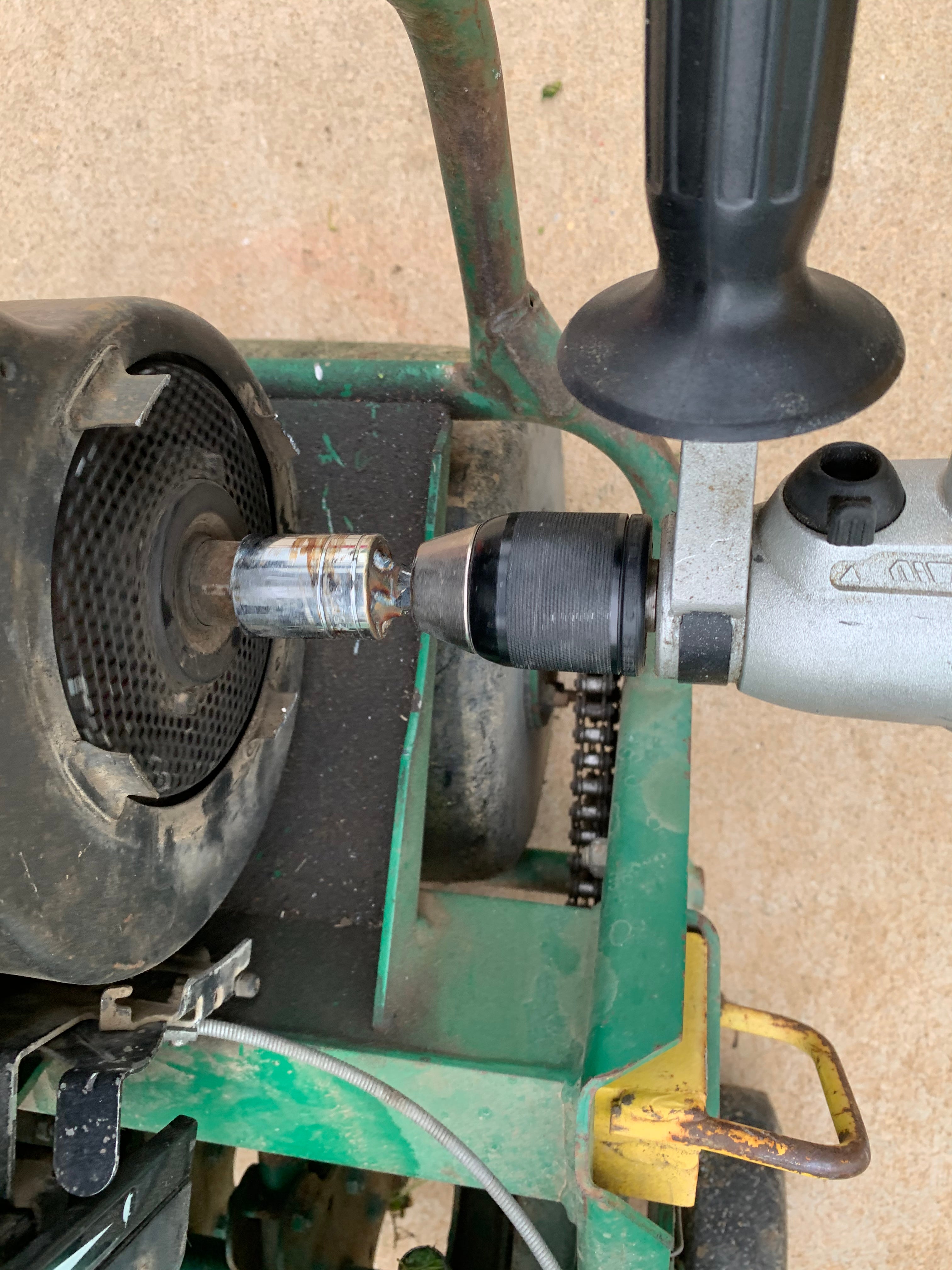

It’s not stupid if it works.
|
Sovande
> Rusty Vandura - www.tinyurl.com/keepoppo
07/13/2020 at 13:59 |
|
https://www.weldingsuppliesfromioc.com/esab-sentinel-a50-welding-helmet-0700000800
 StudyStudyStudy
> PartyPooper2012
StudyStudyStudy
> PartyPooper2012
07/13/2020 at 14:01 |
|
That looks like hot roll steel , hot roll has a scale on it that is pretty tough so you will need something more than a wire brush, more like a flap wheel.
Flux core will splatter a lot. If you can find someone local, see if they will take a $20 to teach you the ropes for like 1/2 an hour. You just need someone to tell you when you are moving too fast and how to tell when your weld settings are wrong and to know what sounds correct. I’ve taught a few people and my crowning achievement was teaching someone just by ear while I was under a car. Doesn’t take much effort and once you get a feel you can tell when it will feel right . A good MIG will sound like frying bacon. For flux the sound is more like a bottle rocket going off repeatedly , kind of a disrupted sound. Setting wise for 16 gauge I think 2 should ok, maybe 3 if you are going fast. Wire speed 30 is what I usually leave it at, but you might consider going slower down to 20 if penetration is your desire. The key is to stay pretty close to the material and fix your angle maybe about 1/4 to 1/2 an inch of stick out. If you feel kick back then either your material is not clean enough, you are moving too quickly away from the puddle, or you need to increase the heat.
Flux is going to be pretty disheartening, you’re basically trying to keep the released gas going off in a consistent area. The inside corner of a box is rough as the gas will want to blow out disrupting the weld, you will want to potentially try attacking it from a lower angle with the gun closer to the floor of the box so the shielding gas can kind of float upwards. As others have said, consider jumping up to shielding gas when possible, it will be a night and day difference to the beginner. It will hide bad habits though so try and get a good feel for generating nice flat welds. Look up some nice MIG beads as reference.
|
PartyPooper2012
> XJDano
07/13/2020 at 14:20 |
|
I like your footwear. Not yet white new balance and already not flip flops

|
XJDano
> PartyPooper2012
07/13/2020 at 14:55 |
|
That’s my neighbor I sold the aerator to, Friggin aerating the lawn in loafers he slipped on and smashed the heals down. He was just figuring out how to use it and it was jerking him around. I loled and was like good luck.
|
PartyPooper2012
> XJDano
07/13/2020 at 15:14 |
|
if I had a penny for every time I came home and was sucked into home improvement/car repair project before I could close the car door... i’d have like 20 bucks.